|
If you want to know why I’m talking about bacteria in soap, check out Part 1 right here! This contaminated soap story starts with regulation to remove the antibiotic/preservative Triclosan from consumer products. Triclosan has some environmental risks and manufacturers couldn't prove Triclosan soap was any better than hand washing with regular soap & water. This ruling impacted the company I worked for. The company was awesome and changed their formulation years before the rule went effective. Unfortunately, Triclosan was hiding a contamination problem. The Triclosan was such an effective antibiotic the lab never found microbes in product that used it. When Triclosan was removed, low counts of Gram negative Rod (GNR) bacteria started showing up. If you’ve heard the phrase “the preservative system should not be used to address deficiencies in manufacturing processes” in a GMP industry, this is one reason why. Triclosan was hiding a major manufacturing deficiency. Bioburden action levels were conservative for a non-sterile product like this; the customer required an investigation for any GNR recovery. This caused major inventory back-ups. Soon after the preservative change, the company realized product piping was too wide to get turbulent flow during cleaning. They made some awesome investments in response to this finding, completely updating the piping. They even doubled the cleaning cycles for good measure. But the organisms kept showing up. The early investigations noticed a pattern. The system was designed to have product pump directly from the formulation tank to the filling line. However, during busy times, the site made product faster than they could fill it. Excess product was transferred to totes. The totes were manually connected to the filler lines when needed. The connection process took place near a drain in a non-ISO-classified warehouse setting. There was potential for operators to transfer organisms from wet surfaces to the tote connections with their gloved hands. This root cause made sense and aligned with most the data. The route of contamination provided little possibility of massively contaminating the batch, so the product wasn’t considered a risk to release. The tote staging process was improved. They also re-trained the operators on handling the totes. Still, the problem persisted. I was hired into the company to address it. My first observation about the cleaning and filling process: it was incredibly . . . wet. Considering how GNRs are commonly associated with water, that was a problem. I wasn’t too concerned with the environment around the tote set-up. I don’t usually buy that consistent recoveries of the same GNR organisms are tied to manual processes. What really concerned me was the steam generated during the hot rinse cycle during CIP. It looked like a cloud forming over the machine! I wanted to move our attention from tote staging back to the filler itself. I had luck figuring out this problem (not to mention avoiding the burnout of looking into it for a year without success). The luck started with some environmental monitoring data. Swab samples were collected from the line each month. The samples were collected immediately after cleaning, so we rarely saw any recoveries. Four of those samples were collected directly from filling nozzles. The second month I was at the site, we found the same GNR organisms on one of those nozzles. The totes are completely un-involved in the cleaning process. This gave us a concrete reason to look at something other than the messy-looking tote set-up. But what could we look at? We had a year of nozzle samples that never recovered these organisms before. I looked closer at the filler. Directly above the nozzles were plastic panels separating the filling area from a “dirty” mechanical space. There were 6 panels that could be removed for maintenance of the machine. The nozzle with the GNR recovery – it was directly under one of the seams where these panels came together. Lucky again- (and good system design)- the nozzles were numbered and we tracked the nozzles swabbed each month. Despite less than 40 total nozzles, we somehow went 7 months since the last time one of the six nozzles directly below a seam was sampled. That sample was the last time we had a nozzle recovery. It was gram positive, but it gave me something to go on. What was going on with those panels? I got permission to take them off and inspect. We noticed a lot of product residue back there. We attributed this to mishaps that routinely occur in the filler. When bottles jam in the machine, product splashes up and over the panels, landing in the mechanical space. The filler used to have a cover over this space, so we cleaned out the area and reassembled the panels with the cover. We even updated our swabbing procedure to ensure at least 2 nozzles beneath the seams were sampled each month. This was good progress that sort of explained the issue-
But the root cause wasn’t quite figured out. GNRs resurfaced a month later, so we checked behind the panels again. This time, there was only a small amount of product residue back there. Strangely enough, the residue matched the color of the impacted product lot that was made 5 days before we got the test results. But with the cover on, how’d the residue get there? It seemed the residue leaked from a specific piping connection in the mechanical space. That’s when the cause of our problem clicked. Now seems a good time for pictures. This rotary filler is like the one we used, although it doesn’t have the panels I described. In this picture, we’re looking down on the filler from above: 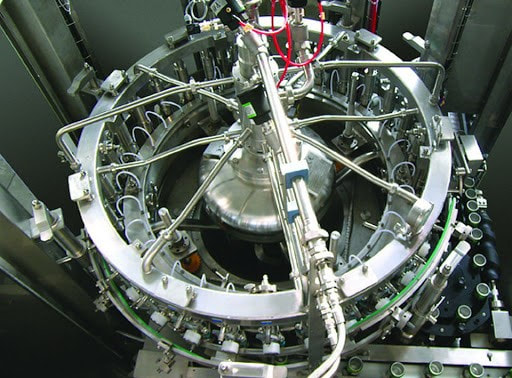 Bottles enter a rotary filler on a belt. The machine grabs them, fills them, and places them on an exit belt as it rotates. 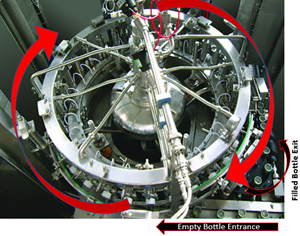 Product comes in from a central shaft. It splits into radial transfer lines and nozzles to fill directly into each bottle. 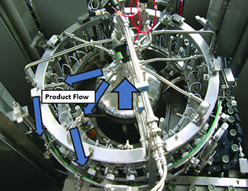 Piping connections are held together by a clamp/gasket combo. When the gaskets inside shift a tiny bit during cleaning, water leaks out. This water springs to life any GNRs in the mechanical space. As the filler runs, the centrifugal force pulls the water to the outside, allowing it to drip down the nozzles into the bottles. This water brings all the bacteria and dust bunnies it can carry. 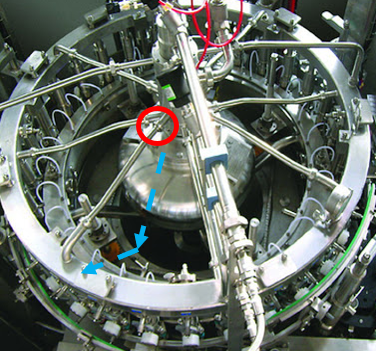 Our immediate corrective action here- we changed our gasket maintenance from yearly to quarterly. Product hits went way down. But we didn’t eliminate them.
I wasn’t with this company for long (I wanted to return to Pharma) so I didn’t get to see our long term corrective actions carried out. One thing they could have done is use high pressure clamps at those connections. But the corrective action that interested me- revalidating the CIP to remove half the cleaning cycles. We had micro hits and we wanted to REDUCE cleaning?!? Seems counter intuitive. But check it out:
There are 3 points I want to get across from this post-
Have you solved my riddle yet? What vegetable is bad for manufacturing equipment? A leek!
0 Comments
Leave a Reply. |
