|
Welcome to my series about critical investigations I've worked on! This is part 1 of an investigation I call "The Million Dollar Rejected Lots". This investigation determined over two million dollars in raw material needed to be destroyed. First off- writing these stories with an interesting narrative is hard. I want to write these out as a mystery so you can experience what I did going through the investigation. But, with my benefit of hindsight, I know some things that threw off my team during these investigations. Aspects that threw off my team for days turned out to be pretty irrelevant, so it's hard to fit them into the story. I’m struggling to present those aspects in an intriguing way that doesn’t give away the ending. Let’s see how this goes! This investigation was for massive bioburden (Bacillus) contamination seen in upstream processing of a biologic pharmaceutical. The main raw material cost around $1 million for each batch. We had to discard this material for each failing result. The material itself didn’t help. Although we had good reason to believe it was sterile, the material was a nutrient buffet. Think of it as a growth promoting broth ice cube. Spoiler alert- the raw material was not the root cause of this investigation. So what’s our problem statement? A new manufacturing site was performing engineering runs for a new product. Three engineering runs were performed with minimal bioburden recoveries. On the 4th run, bioburden Too Numerous To Count (TNTC, >250 CFU/mL) was recovered from the test sample. The growth was so heavy there were serious conversations about the result being documented as a single colony that happend to grow so big it covered the entire filter. The test sample represents the pooling of all individual units of raw material used for the batch. No excipients or water is added to the batch at this time. The site planned a total of 5 engineering runs. The 6th run was scheduled for commercial sale. Not only was the manufacturing process expensive - the product was a life saving drug in short supply. The pressure was on. Below is a diagram of the raw material processing. The diagram starts where the material is moved out of frozen storage to a non-classifed area. Each bottle is manually placed on a conveyor belt to be taken into an ISO-8 clean room. While on the conveyor belt, the bottles are rinsed with WFI, dried off with compressed air, cut open in the ISO 8 area, then a mechanical transfer arm pours the bottles into a thawing vessel. At this point the frozen broth is melted enough to be pumped through transfer piping to a pooling vessel. When the entire batch of broth (~7000 liters) is in the pooling vessel, the sample is collected. 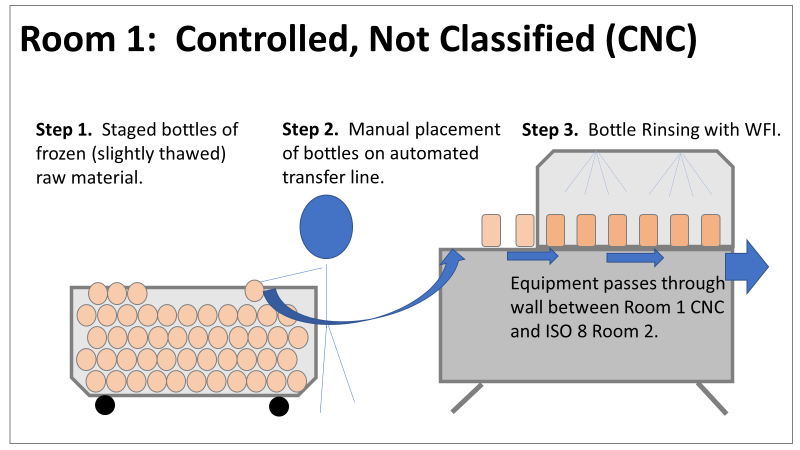 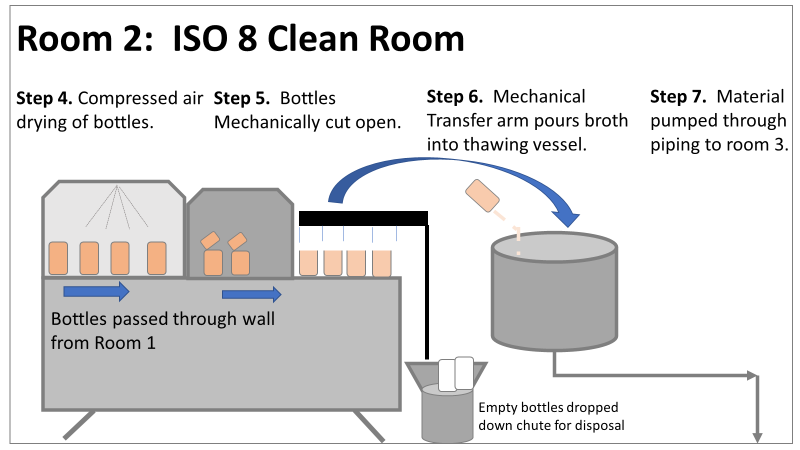 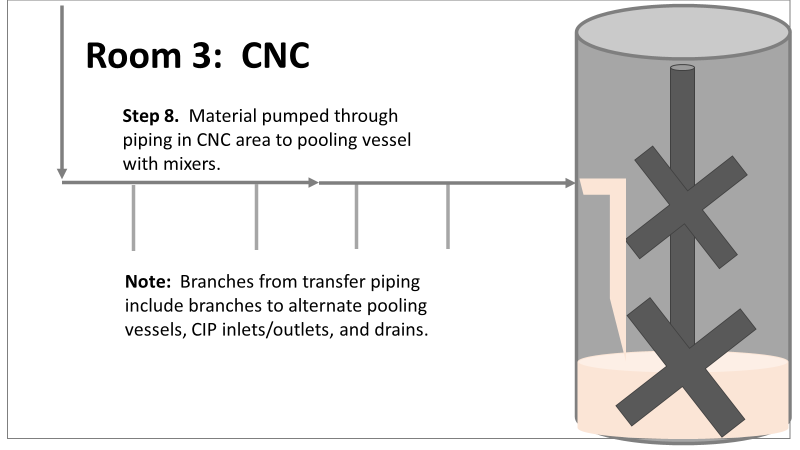 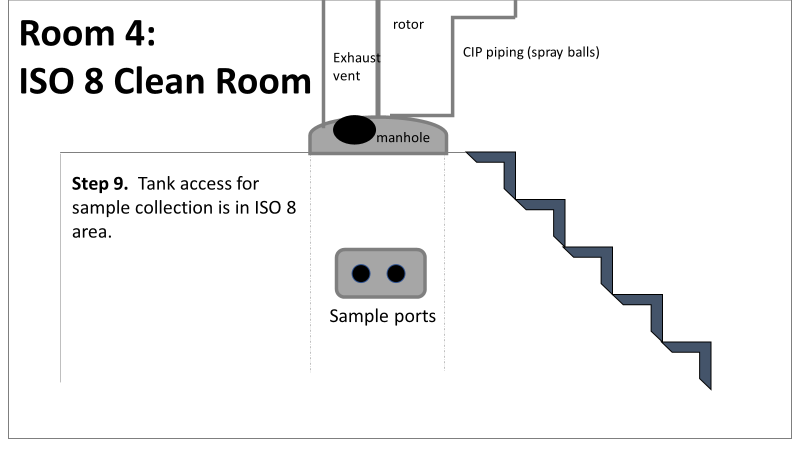 It’s important to note- This process is slow! To speed it up, a total of 4 thaw vessels are used for each batch. The system is even set up to transfer into 2 different pooling vessels as needed. A valve on the transfer piping determined which pooling vessel would receive the broth. Even when all 4 thaw vessels were transferring into a single pooling vessel, it took about 16-20 hours to pool all the broth. The picture below shows how the conveyor belts, pooling vessels, and transfer pipes are set up from a top-down perspective. The stick figures shown in room 1 highlight the amount of activity that occurs there. It is a high traffic area as people transfer product out of freezers, place bottles on the conveyor belt, and monitor the process in multiple ways. Room 2 was off limits while the mechanical transfer arms were operating, but personnel did need to enter the room a few times a run to perform maintenance. 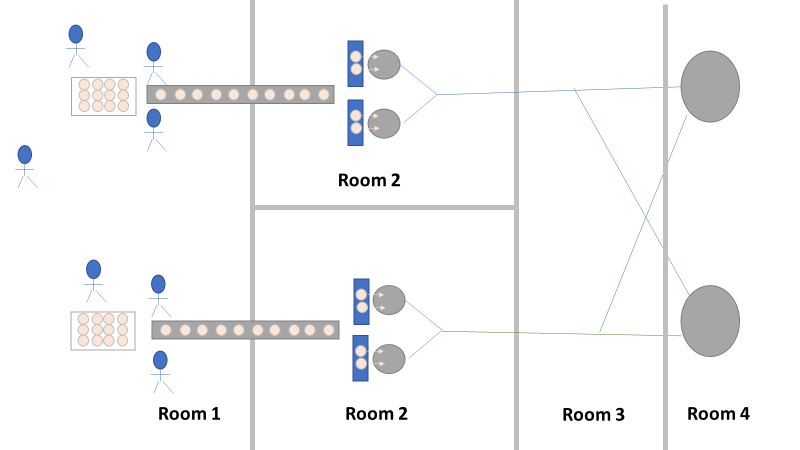 PThere were a few other factors we knew off the bat.
What are your thoughts? What would you look at for this investigation? In part 2, I'll describe the superstar team we put together, what we looked at, and why it was terribly wrong. Links to the following parts here: Part 2 Part 3 Part 4 Part 5
0 Comments
Leave a Reply. |
